2026-04-21
2026-04-21 Contenido
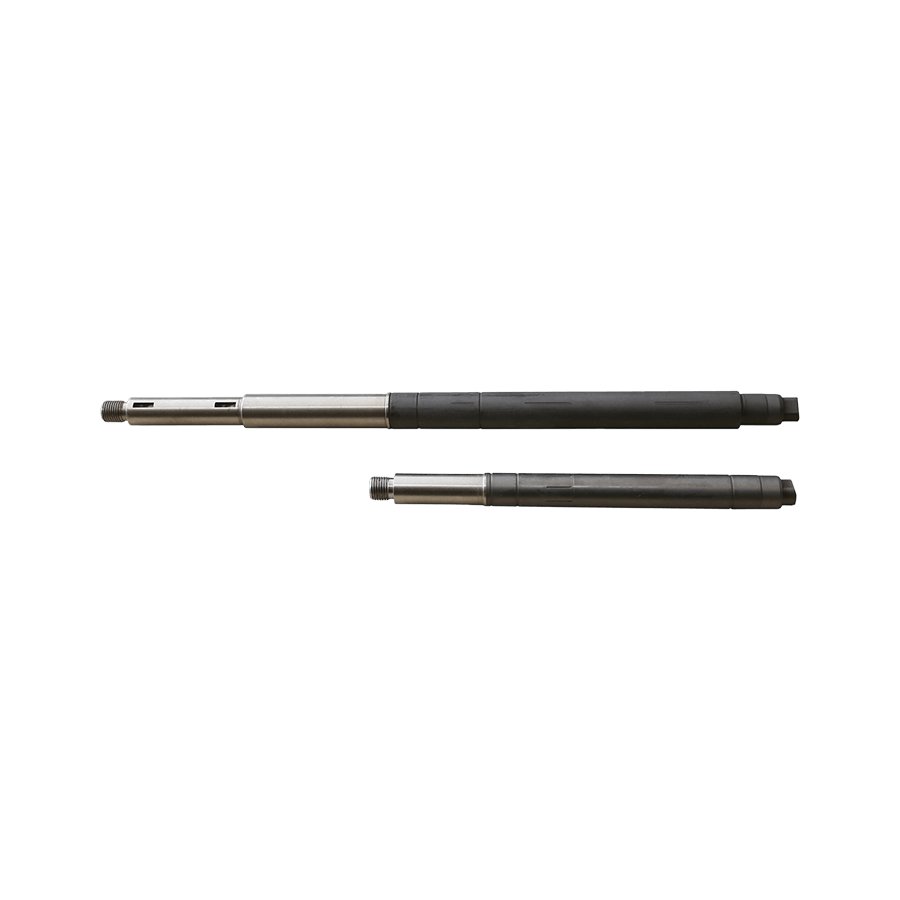
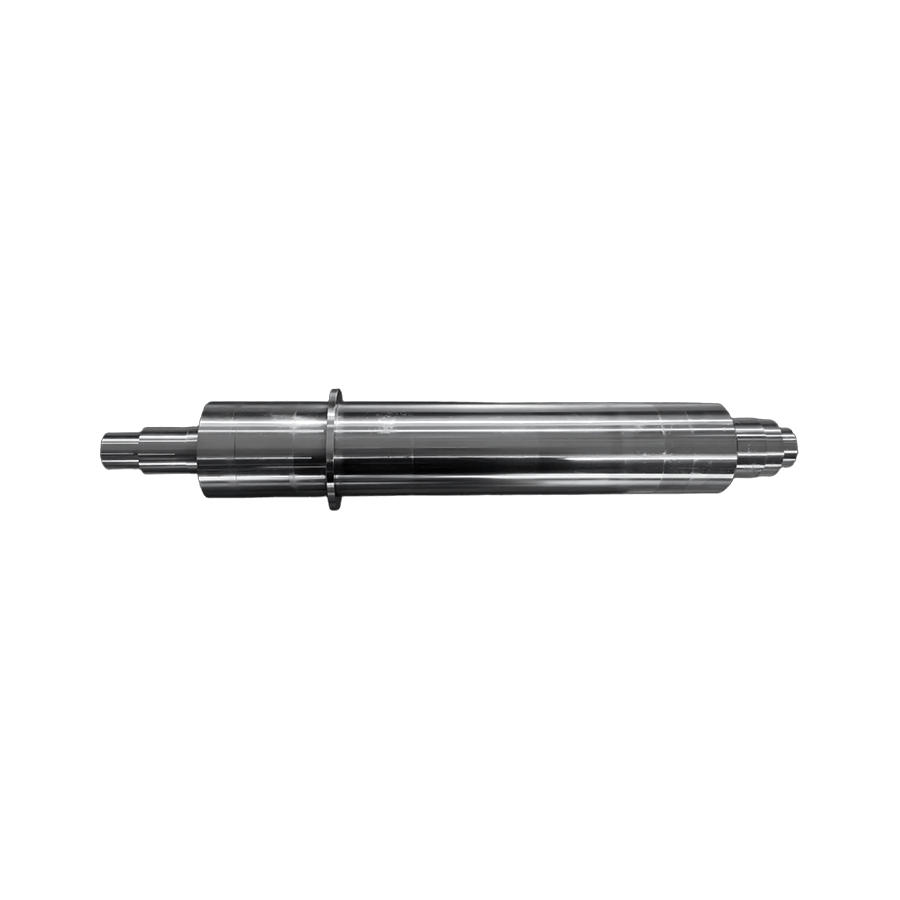
Un eje de motor de precisión es el componente giratorio central de un motor eléctrico: la varilla cilíndrica que transmite el par desde el rotor del motor a la carga impulsada. Si bien esa descripción suena sencilla, la palabra "precisión" tiene un enorme peso en ingeniería. El eje de un motor de precisión no es simplemente una varilla de acero torneada; es un componente cuidadosamente dimensionado, con acabado superficial y tolerancia controlada cuya precisión geométrica determina directamente qué tan bien funciona el motor, cuánto dura y si el sistema que impulsa funciona de manera confiable.
En aplicaciones de baja precisión, las imprecisiones del eje pueden quedar enmascaradas por acoplamientos flexibles o absorbidas por sistemas de montaje compatibles. Pero en motores de alta velocidad, servoaccionamientos, dispositivos médicos, actuadores aeroespaciales e instrumentación de precisión, incluso las desviaciones a nivel de micras en el diámetro del eje, la desviación o el acabado de la superficie se traducen directamente en vibración, desgaste de los rodamientos, pérdida de potencia, ruido y fallas prematuras. La brecha entre el eje de un motor ordinario y un eje de motor de precisión no es solo una cuestión de números más ajustados en un dibujo: refleja procesos de fabricación, prácticas de metrología y criterios de selección de materiales fundamentalmente diferentes.
Este artículo cubre todo lo que los ingenieros, especialistas en adquisiciones y diseñadores de productos necesitan comprender sobre los ejes de motores de precisión, desde la selección de materiales y los métodos de fabricación hasta los estándares de tolerancia, el tratamiento de superficies y el análisis de fallas.
La selección de materiales es la base de eje del motor de precisión rendimiento. El material elegido debe satisfacer múltiples requisitos competitivos simultáneamente: resistencia suficiente para transmitir el par nominal sin ceder, dureza adecuada para resistir el desgaste de la superficie en las interfaces de rodamientos y acoplamientos, maquinabilidad que permita alcanzar tolerancias estrictas de manera económica y, en muchos casos, resistencia a la corrosión, temperaturas extremas o interferencias magnéticas.
Los aceros con contenido medio de carbono, como el AISI 1045, y los aceros de baja aleación, como el AISI 4140 y 4340, son los caballos de batalla en la producción de ejes de motores de precisión. AISI 1045 ofrece un buen equilibrio entre resistencia, tenacidad y maquinabilidad en condiciones normalizadas o templadas y revenidas, lo que lo hace adecuado para ejes de motores industriales de uso general en el rango de potencia pequeña a media. AISI 4140, un acero de aleación de cromo-molibdeno, proporciona una resistencia a la tracción significativamente mayor, una mejor resistencia a la fatiga y una templabilidad mejorada, lo que lo convierte en la opción preferida para ejes sujetos a cargas combinadas de flexión y torsión en transmisiones industriales exigentes. AISI 4340 sube más en la escala de resistencia y se utiliza donde se requiere máxima tenacidad del núcleo junto con una alta dureza superficial, como en ejes de motores aeroespaciales y aplicaciones de servomotores de ciclo alto.
Cuando la resistencia a la corrosión es un requisito principal (equipos de procesamiento de alimentos, motores marinos, dispositivos médicos, sistemas de manipulación de productos químicos), los ejes de motor de acero inoxidable son la solución estándar. El acero inoxidable de grado 303 ofrece buena maquinabilidad pero menor resistencia y resistencia a la corrosión que otros grados. El grado 316 proporciona una resistencia superior a la corrosión en ambientes con cloruro y se especifica con frecuencia para aplicaciones marinas y químicas. Los aceros inoxidables martensíticos como el 17-4 PH (endurecido por precipitación) combinan alta resistencia con buena resistencia a la corrosión y pueden endurecerse según los exigentes requisitos de dureza de la superficie, lo que los convierte en una opción premium para ejes de precisión de alto rendimiento en entornos corrosivos.
Las aleaciones de titanio, en particular Ti-6Al-4V, se especifican para ejes de motores de precisión en aplicaciones aeroespaciales, de defensa y de deportes de motor de alto rendimiento donde la reducción de peso es un factor de diseño fundamental. La relación resistencia-peso del titanio es excepcional y su resistencia natural a la corrosión elimina la necesidad de revestimientos superficiales en la mayoría de los entornos. La compensación es un costo de material significativamente mayor y requisitos de mecanizado más exigentes, ya que la baja conductividad térmica del titanio y su tendencia a endurecerse requieren una cuidadosa selección de herramientas, parámetros de corte conservadores y una abundante aplicación de refrigerante durante el mecanizado.
En los motores utilizados en equipos de resonancia magnética, codificadores magnéticos o instrumentos científicos de precisión, se debe minimizar la permeabilidad magnética del material del eje para evitar interferencias con el sistema electromagnético. Los aceros inoxidables austeníticos (como 316L), ciertas aleaciones de aluminio y aleaciones de titanio son opciones no magnéticas que se utilizan en estas aplicaciones especializadas de ejes de motores de precisión. Una cuidadosa certificación de materiales y pruebas de permeabilidad son una práctica estándar en estos sectores.
La especificación de tolerancia es lo que separa el eje de un motor de precisión de una pieza torneada comercial. Los ejes del motor interactúan con múltiples componentes acoplados (cojinetes, acoplamientos, engranajes, poleas, sellos y laminaciones del rotor), cada uno de los cuales impone sus propios requisitos dimensionales y geométricos al eje. Cumplir con todos estos requisitos simultáneamente, con una precisión de micras, en toda la longitud del eje es el principal desafío de la fabricación de ejes de precisión.
Los asientos de los rodamientos son las zonas más críticas para la tolerancia en cualquier eje de motor de precisión. Los rodamientos de elementos rodantes requieren un ajuste de interferencia en el eje para evitar que el aro interior se desplace bajo carga, pero demasiada interferencia corre el riesgo de agrietar el aro interior durante el montaje o generar una precarga excesiva que reduce la vida útil del rodamiento. Los ajustes del sistema de tolerancia ISO, como k5, m5 y n5 (para interferencias ligeras a fuertes) son estándar para los diámetros de los muñones de los rodamientos, con tolerancias de diámetro reales típicamente en el rango de ±2,5 a ±8 micrómetros dependiendo del diámetro del eje y el tipo de rodamiento. Lograr estas tolerancias de manera consistente en la producción requiere rectificado cilíndrico en lugar de torneado solo.
El descentramiento total indicado (TIR), la variación total en la posición de la superficie del eje en relación con el eje de rotación verdadero, es quizás el parámetro geométrico más crítico en un eje de motor de precisión. El descentramiento en la zona de montaje del rotor provoca un desequilibrio electromagnético; el descentramiento en las interfaces del acoplamiento causa vibración y desgaste del acoplamiento; El descentramiento en los muñones de los rodamientos provoca una carga dinámica que reduce exponencialmente la vida útil del rodamiento. Para motores de alta velocidad por encima de 3000 RPM, el descentramiento del eje en los muñones del cojinete generalmente se especifica en 5 micrómetros TIR o mejor. Para servomotores de precisión y motores de husillo, las especificaciones de desviación de 1 a 2 micrómetros no son inusuales.
Un eje que no es recto vibrará con una frecuencia de rotación independientemente de qué tan bien esté equilibrado. La tolerancia de rectitud en los ejes de motores de precisión, expresada como una desviación máxima de una línea recta perfecta en toda la longitud del eje, generalmente se especifica entre 0,01 y 0,05 mm por 300 mm de longitud del eje para motores industriales, y 0,005 mm o mejor para aplicaciones de servo y husillo de alta precisión. La cilindricidad (la combinación de redondez, rectitud y conicidad de una superficie cilíndrica) es igualmente importante en las zonas de los cojinetes donde cualquier condición irregular genera vibración a frecuencias proporcionales al número de elementos de rodillo por revolución.
La rugosidad de la superficie en los muñones de los cojinetes se especifica en valores Ra (rugosidad media aritmética), normalmente Ra de 0,4 a Ra 0,8 µm para ejes de motores industriales estándar y Ra de 0,1 a Ra 0,4 µm para servomotores de precisión y motores de husillo de alta velocidad. En las zonas de contacto del sello, la rugosidad de la superficie debe estar dentro de un rango estrecho: demasiado rugosa y el labio del sello se desgasta prematuramente; demasiado suave y la película lubricante se rompe. La mayoría de los fabricantes de sellos especifican un acabado superficial de Ra 0,2 a Ra 0,8 µm con una dirección de colocación específica (circunferencial en lugar de axial) en las superficies de contacto del sello.
Lograr las tolerancias descritas anteriormente requiere un proceso de fabricación cuidadosamente secuenciado en el que cada operación se basa en la anterior y el estado térmico y mecánico de la pieza de trabajo se gestiona en todo momento. Una secuencia típica de fabricación de ejes de motor de precisión implica múltiples etapas, cada una con un propósito específico.
La producción de ejes de motor de precisión comienza con barras verificadas o forjados: las certificaciones de materiales que confirman la composición química, las propiedades mecánicas y los resultados de la inspección ultrasónica son estándar en aplicaciones aeroespaciales y médicas. La operación de torneado inicial en un torno CNC elimina la mayor parte del exceso de material, establece las zonas de diámetro principal y mecaniza los orificios centrales en cada extremo. Estos orificios centrales son la referencia para todas las operaciones de rectificado posteriores y deben posicionarse y formarse con precisión: un orificio central dañado o excéntrico propaga errores geométricos en todos los procesos posteriores.
Para los ejes que requieren dureza superficial en los muñones de los cojinetes o en las zonas de chaveteros (la mayoría de los ejes de motores de precisión), el tratamiento térmico sigue al torneado desbaste. El endurecimiento total (templado y revenido) mejora la resistencia y la tenacidad del núcleo. Los procesos de endurecimiento por cementación, como la carburación, la carbonitruración o el endurecimiento por inducción, crean una capa superficial dura (normalmente 58–62 HRC) sobre un núcleo resistente, lo que proporciona una excelente resistencia al desgaste y vida a la fatiga en interfaces críticas sin hacer que todo el eje se vuelva quebradizo. El endurecimiento por inducción es particularmente común en ejes de motores de precisión porque se puede aplicar selectivamente a zonas de diámetro específicas con una distorsión mínima, aunque cualquier tratamiento térmico causa cierta distorsión del eje que debe tenerse en cuenta en los márgenes de rectificado posteriores.
El rectificado cilíndrico, tanto entre centros como sin centros, es la operación que logra las tolerancias de diámetro finales, el acabado superficial y la precisión geométrica en un eje de motor de precisión. Se prefiere el rectificado entre centros, donde el eje se apoya en sus orificios centrales de referencia y se gira contra una muela abrasiva, para lograr las especificaciones de concentricidad y descentramiento más ajustadas porque todos los diámetros se rectifican a partir de una referencia común. El proceso de rectificado elimina solo entre 0,05 y 0,3 mm de material en pasadas cuidadosamente controladas, y el rectificado de las ruedas, la medición durante el proceso y la gestión del refrigerante contribuyen a lograr resultados consistentes en todo un lote de producción.
Después de que el rectificado establece los diámetros primarios, las características secundarias (chaveteros, orificios transversales, orificios de extremo roscado, estrías y partes planas) se mecanizan mediante operaciones de fresado, brochado o tallado con fresado. La secuencia importa: las características cortadas después del rectificado evitan introducir la distorsión térmica y mecánica que requeriría un nuevo rectificado, pero deben ubicarse con precisión en relación con los diámetros ya rectificados. La tolerancia de la posición del chavetero en relación con la línea central del eje generalmente se controla dentro de ±0,05 mm o mejor en ejes de motores de precisión para garantizar una alineación adecuada de la chaveta y el acoplamiento.
Los ejes de motores de precisión se inspeccionan al 100 % según las especificaciones del dibujo antes de su envío en la mayoría de las aplicaciones de precisión. Los métodos de inspección incluyen medición con micrómetro de banco y manómetro de aire para tolerancias de diámetro, medición CMM (máquina de medición de coordenadas) para tolerancias geométricas y posiciones de características, verificaciones de descentramiento de indicador de dial y bloque en V, y medición de perfilómetro de superficie para valores Ra. Para los pozos aeroespaciales y médicos, se requieren informes dimensionales completos con valores de medición reales (no solo resultados de aprobación/rechazo) para los registros de trazabilidad.

Más allá del material base y la geometría mecanizada, los tratamientos superficiales aplicados a los ejes de motores de precisión pueden mejorar significativamente su rendimiento en entornos operativos específicos. El tratamiento superficial adecuado prolonga la vida útil del eje, reduce la fricción, previene la corrosión y, en algunos casos, permite que el eje cumpla con especificaciones que el material base por sí solo no puede lograr.
| Tratamiento | Proceso | Beneficio clave | Aplicación típica |
| Cromado duro | Electrodeposición de cromo | Alta dureza superficial, resistencia al desgaste y a la corrosión. | Motores hidráulicos, accionamientos marinos. |
| Níquel no electrolítico | Deposición química de níquel | Revestimiento uniforme, resistencia a la corrosión, dureza moderada. | Procesamiento de alimentos, motores químicos. |
| Óxido negro | Recubrimiento de conversión química | Resistencia a la corrosión leve, reduce el reflejo de la luz. | motores industriales generales |
| Nitrocarburación (ferrítica) | Difusión de N y C en la superficie. | Capa de compuesto duro, resistencia a la fatiga y al desgaste. | Servomotores y motores de tracción de alto ciclo. |
| Recubrimiento DLC | PVD/CVD de carbono tipo diamante | Dureza extrema, coeficiente de fricción muy bajo. | Husillos de precisión aeroespaciales de alta velocidad |
| fosfatado | Conversión química de fosfato | Mejora la adhesión de la pintura, protección suave contra la corrosión. | Propósito general, protección de almacenamiento |
Una consideración crítica con cualquier revestimiento de superficie en el eje de un motor de precisión es el impacto dimensional. El cromado duro y el níquel químico añaden un espesor mensurable a la superficie del eje (generalmente de 0,005 a 0,05 mm por lado), lo que debe tenerse en cuenta rectificando el tamaño inferior del eje antes del recubrimiento y luego lijando o lapeando después del recubrimiento hasta alcanzar las dimensiones finales. Los tratamientos de difusión como la nitrocarburación y la nitrocarburación ferrítica añaden un cambio dimensional mínimo (normalmente menos de 0,002 mm) y, por lo tanto, no suelen requerir esmerilado posterior al tratamiento.
Los ejes de motores de precisión no son simples cilindros uniformes. Incorporan una gama de características diseñadas que sirven para propósitos funcionales específicos y cuya geometría debe controlarse cuidadosamente durante la fabricación.
Los muñones de rodamiento son las zonas del eje donde se montan los elementos rodantes o los cojinetes lisos. Están rectificados con tolerancias de diámetro precisas (normalmente ajustes ISO h5, k5 o m5), valores de rugosidad superficial específicos y especificaciones estrictas de cilindricidad y descentramiento. Los hombros adyacentes a los muñones del rodamiento proporcionan una ubicación axial para el aro interior del rodamiento. El radio del hombro debe controlarse cuidadosamente: un radio demasiado agudo crea una concentración de tensiones que inicia el agrietamiento por fatiga; un radio demasiado grande impide que el aro interior del rodamiento se asiente completamente contra la cara del hombro.
Los chaveteros son ranuras rectangulares mecanizadas en el eje para aceptar una chaveta que bloquea un engranaje, polea o acoplamiento al eje para la transmisión de torsión. Las tolerancias de ancho y profundidad del chavetero, la posición relativa a la línea central del eje y el acabado de la superficie en los flancos del chavetero afectan la seguridad y la vida útil de la junta de chavetero. Las ranuras (esencialmente múltiples chaveteros dispuestos alrededor de la circunferencia del eje) se utilizan cuando se requiere una mayor transmisión de par, autocentrado o acoplamiento deslizable. Las estrías envolventes son la forma más común en los ejes de motores de precisión y están talladas o rectificadas según perfiles de dientes estándar DIN o ANSI.
Muchos ejes de motores de precisión incorporan secciones roscadas en uno o ambos extremos para cojinetes retenidos por tuercas, montaje de codificador o fijación de ventilador. La calidad de la rosca (clase de ajuste, precisión de paso y acabado superficial en los flancos de la rosca) afecta la fuerza de sujeción que se puede lograr y la resistencia a la fatiga de la rosca bajo vibración. Para aplicaciones críticas de ejes de motores, se prefieren las roscas laminadas (en lugar de las roscas cortadas) porque la laminación induce tensiones residuales de compresión beneficiosas que mejoran significativamente la vida útil de la fatiga en la raíz de la rosca.
El extremo impulsor de un eje de motor de precisión (la sección que sobresale de la carcasa del motor y se conecta a la carga impulsada) generalmente se fabrica según las dimensiones estándar IEC o NEMA para su intercambiabilidad. La tolerancia del diámetro, la longitud, la geometría del chavetero y el chaflán del extremo del eje están estandarizados, lo que permite que ejes de motores de diferentes fabricantes se acoplen con el mismo acoplamiento o entrada de caja de cambios. Las extensiones de eje de motor personalizadas también son comunes en aplicaciones OEM donde las dimensiones estándar del eje no coinciden con los requisitos del equipo impulsado.
Comprender cómo y por qué fallan los ejes de los motores de precisión es esencial tanto para la investigación de fallas como para el diseño preventivo. La mayoría de las fallas de ejes en servicio se dividen en una pequeña cantidad de categorías recurrentes, cada una con causas fundamentales identificables que pueden abordarse mediante mejoras en el diseño, la selección de materiales o los procesos de fabricación.
Los ejes de motor de precisión están diseñados y fabricados según una variedad de estándares industriales que definen requisitos dimensionales, especificaciones de materiales y prácticas de calidad. La familiaridad con los estándares relevantes ayuda a los ingenieros a especificar los ejes correctamente y evaluar el cumplimiento de los proveedores.
El abastecimiento de ejes de motor de precisión, ya sea como componentes mecanizados personalizados o como piezas de repuesto para motores existentes, requiere evaluar la capacidad del proveedor frente a los requisitos específicos de su aplicación. No todos los fabricantes de ejes de precisión son iguales y la opción de menor costo rara vez ofrece la consistencia dimensional y la trazabilidad que requieren las aplicaciones exigentes.
Pregunte a los proveedores potenciales qué equipo de rectificado utilizan, cuál es su capacidad de proceso demostrada (valores Cpk) para los diámetros de los muñones de los rodamientos con su tolerancia especificada y si realizan mediciones durante el proceso durante el rectificado o solo una inspección final una vez finalizado. Los proveedores que utilizan rectificadoras cilíndricas CNC modernas con medición automática durante el proceso y gráficos SPC posteriores al proceso son significativamente más capaces de ofrecer resultados de precisión consistentes que aquellos que dependen del rectificado manual con rueda y medición posterior al proceso únicamente.
Verifique que el proveedor haya calibrado el equipo de medición apropiado para las tolerancias que se inspeccionan: medidores de aire o micrómetros de banco de alta resolución para tolerancias de diámetro ajustadas, capacidad de CMM para tolerancias geométricas y posiciones de características, y perfilómetros de superficie para medición de rugosidad. Los certificados de calibración trazables según estándares nacionales (NIST, PTB, NPL) deben estar disponibles previa solicitud. Para la inspección del primer artículo o lotes de producción críticos, solicite un informe dimensional completo con valores medidos reales en lugar de un simple certificado de conformidad.
Para aplicaciones aeroespaciales, médicas y de seguridad críticas, cada eje de motor de precisión debe tener un origen rastreable hasta un calor de material específico o un número de lote, con el certificado de fábrica correspondiente que confirme la composición química y las propiedades mecánicas. Asegúrese de que el sistema de calidad de su proveedor capture esta trazabilidad desde la recepción del material entrante hasta la inspección final y los registros de envío. Las brechas en la trazabilidad de los materiales son un hallazgo común en las auditorías de proveedores y pueden resultar en costosas acciones de cuarentena y reelaboración si se descubren después de que las piezas estén en servicio.
Un proveedor con experiencia en la fabricación de ejes de motores de precisión para servoaccionamientos comprende los requisitos de descentramiento y acabado superficial que exigen esas aplicaciones. Un proveedor especializado en grandes ejes de motores industriales puede tener la capacidad de rectificado adecuada pero carecer de experiencia con las tolerancias más estrictas típicas de las aplicaciones servo. Solicite referencias de aplicaciones específicas, pregunte sobre su experiencia con los materiales y los procesos de tratamiento térmico que sus ejes requieren y, si es posible, solicite piezas de muestra para la inspección del primer artículo antes de comprometerse con los volúmenes de producción.


Fenglan es Fabricante de piezas eléctricas de precisión en China, Fabricantes de piezas de precisión para la industria automotriz y Proveedores de piezas de precisión industrial. Su socio de confianza en la fabricación de piezas y componentes desde 2010.
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Dirección: Calle Zhuanghe Este, Nº 60, Pueblo Chunjiang, Aldea Wei, Distrito Xinbei, Ciudad de Changzhou, China
Dirección: Calle Zhuanghe Este, Nº 60, Pueblo Chunjiang, Aldea Wei, Distrito Xinbei, Ciudad de Changzhou, China 

 English
English 中文简体
中文简体 عربى
عربى Español
Español +86-13861233850
+86-13861233850