2026-05-11
2026-05-11 El eje del motor de la bomba de agua es uno de esos componentes en los que nadie piensa hasta que algo sale mal, y cuando sale mal, las consecuencias son inmediatas: sellos con fugas, cojinetes atascados, una bomba que no circula o, en sistemas industriales, tiempos de inactividad no planificados que cuestan mucho más que el propio eje. Comprender qué hace realmente el eje, de qué está hecho, cómo falla y cómo seleccionar la especificación correcta para una aplicación determinada es un conocimiento práctico que ahorra dinero y evita fallas repetidas. Este artículo cubre el panorama completo, desde la mecánica del papel del eje en el sistema de bomba hasta la selección de materiales, los modos de falla y las especificaciones clave que importan durante el mantenimiento o el reemplazo.
Contenido
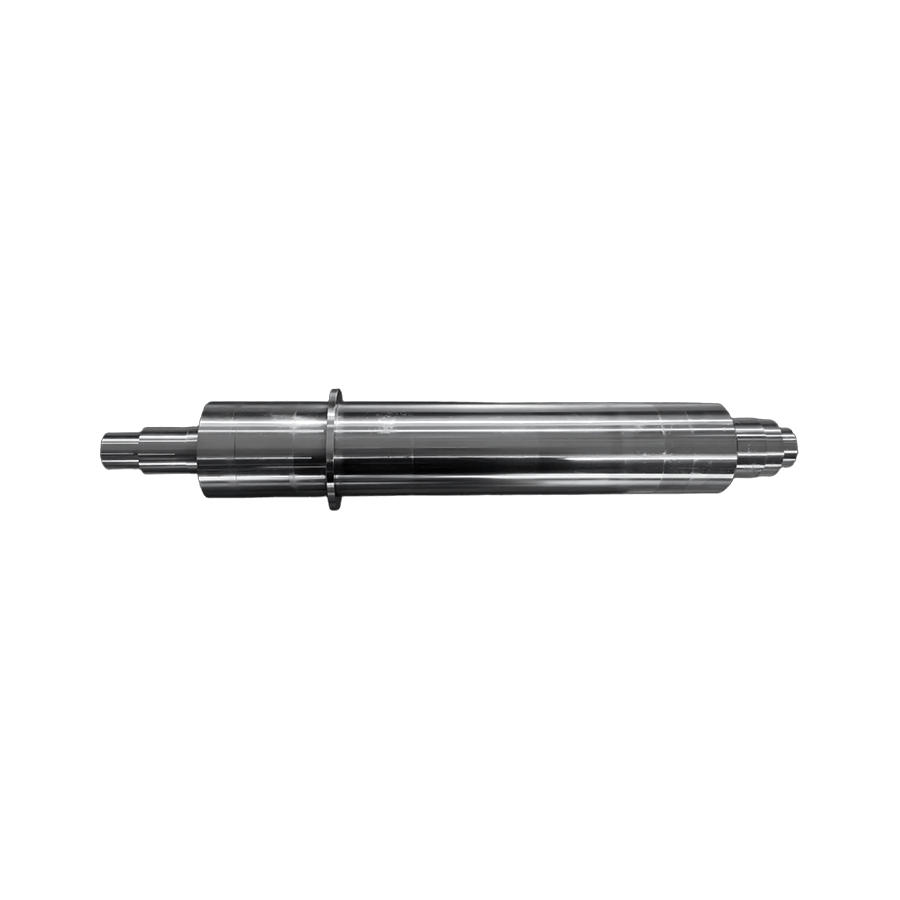
El eje de la bomba es la columna vertebral mecánica de todo el conjunto de la bomba. Sirve como vínculo directo entre el motor impulsor y el impulsor, el componente giratorio que imparte velocidad y presión al fluido que se bombea. Cuando el motor gira, hace girar el eje; el eje hace girar el impulsor; el impulsor mueve el agua. Sin un eje estructuralmente sólido, correctamente alineado y con el soporte adecuado, nada de esta transferencia de potencia ocurre de manera confiable.
El eje soporta varias cargas mecánicas simultáneas durante el funcionamiento. La tensión de torsión es la carga principal: la fuerza de torsión transmitida desde el acoplamiento del motor al impulsor. Las cargas radiales son generadas por fuerzas hidráulicas que actúan sobre el impulsor (la presión del fluido que empuja hacia los lados las palas del impulsor), por el peso de los impulsores y acoplamientos en voladizo, y por las tensiones de transmisión por correa o cadena en diseños de bombas donde el motor no está acoplado directamente. Las cargas de empuje axial surgen del diferencial de presión entre los lados de entrada y descarga del impulsor, tendiendo a empujar el eje en la dirección del flujo. En las bombas multietapa, el empuje axial puede ser sustancial y se controla mediante cojinetes de empuje o orificios de equilibrio en el diseño del impulsor. El eje debe soportar todas estas cargas simultáneamente, en cada arranque, cambio de velocidad y fluctuación de carga que experimenta la bomba, durante años de servicio continuo.
El eje también transporta y ubica el sello mecánico o empaquetadura del prensaestopas que evita que el fluido bombeado escape a lo largo del eje hacia la atmósfera. La condición de la superficie del eje en el área de funcionamiento del sello determina directamente qué tan bien funciona el sello. Las picaduras de corrosión, la rugosidad de la superficie por encima del acabado especificado o la desviación geométrica en la zona de contacto del sello aceleran el desgaste del sello y conducen al modo de falla más común de la bomba: la fuga del sello del eje.
El material del eje debe proporcionar simultáneamente suficiente resistencia mecánica para transmitir el torque sin deflexión o falla por fatiga, una resistencia adecuada a la corrosión para el fluido que se bombea y la dureza superficial necesaria para el área de funcionamiento del sello y las superficies de ajuste del rodamiento. Estos requisitos a menudo van en diferentes direcciones, y seleccionar el grado correcto requiere equilibrar los tres con el costo y la disponibilidad.
El acero al carbono 1045 es un material de eje económico y ampliamente disponible que se utiliza en agua limpia y aplicaciones de bombas industriales en general donde la corrosión no es una preocupación principal y el costo importa. Se mecaniza bien, logra buenos acabados superficiales y ofrece la resistencia adecuada para la mayoría de los ejes de bombas de servicio liviano a mediano. En servicios de agua limpia con revestimientos protectores adecuados o donde el eje funciona en una carcasa de cojinete lubricada con aceite que evita el contacto directo con el fluido, el acero al carbono funciona de manera confiable. No es adecuado para aplicaciones en las que el eje entra en contacto con fluidos corrosivos, agua de mar, soluciones ácidas o alcalinas o aguas residuales.
El acero inoxidable de grado 316 es el material de eje más especificado en bombas centrífugas industriales, sistemas de tratamiento de agua y bombas de proceso. Contiene entre un 2 % y un 3 % de molibdeno, además de cromo y níquel, lo que proporciona una resistencia significativamente mayor a las picaduras y la corrosión por grietas inducida por cloruro que el grado 304, lo que lo hace adecuado para entornos marinos, sistemas de suministro de agua costera, enfriamiento de agua de mar y agua de procesos industriales. El grado 304 es suficiente en aplicaciones de procesamiento de alimentos y agua dulce limpia con agentes de limpieza suaves, pero se degrada rápidamente en agua clorada o salina. La resistencia mecánica del 316 es adecuada para ejes de bombas de servicio moderado, aunque su límite elástico (alrededor de 170 MPa) es sustancialmente menor que el del acero al carbono o los grados endurecidos por precipitación, lo que limita su aplicación en diseños de ejes de alta potencia o de pequeño diámetro.
17-4 PH (acero inoxidable endurecido por precipitación) combina la resistencia a la corrosión del acero inoxidable austenítico con una resistencia mecánica cercana a la del acero aleado al carbono. A través del tratamiento térmico de endurecimiento por envejecimiento, 17-4 PH alcanza límites elásticos de 1000 MPa o más, en comparación con aproximadamente 170 MPa para 316 en estado recocido. Esta relación superior de resistencia a peso lo convierte en el material de eje preferido para aplicaciones de bombas centrífugas de alta potencia y alta velocidad y para bombas de procesos sanitarios donde el eje debe ser compacto pero capaz de transmitir un par significativo. Los datos publicados por los fabricantes de bombas indican que un eje 17-4 PH de 1 pulgada de diámetro a 3550 RPM puede transmitir aproximadamente 191 HP, en comparación con solo 68 HP para un eje 316 del mismo diámetro y velocidad, lo que demuestra la diferencia práctica de rendimiento en aplicaciones exigentes.
El acero inoxidable de los grados 410 y 416 son grados martensíticos tratables térmicamente que ofrecen mayor resistencia y dureza que el 304 o el 316 cuando se trata térmicamente adecuadamente. El grado 416 es una versión de mecanizado libre del 410 y se usa ampliamente para barras de calidad de eje de bomba (PSQ) en aplicaciones de bombas de riego, agrícolas e industriales ligeras. Estos grados tienen una menor resistencia a la corrosión que el 316 (no son adecuados para entornos con cloruros o productos químicos agresivos), pero se mecanizan fácilmente con tolerancias estrictas y logran buenos acabados superficiales, lo que los convierte en opciones económicas para servicios de agua limpia donde la resistencia es más importante que la resistencia a la corrosión.
Los aceros inoxidables dúplex 2205 y súper dúplex 2507 combinan una alta resistencia mecánica con una excelente resistencia al agrietamiento por corrosión bajo tensión por cloruro, el modo de falla que afecta los grados austeníticos de la serie 300 en agua de mar y fluidos industriales con alto contenido de cloruro. Dúplex 2205 ofrece un límite elástico aproximadamente el doble que el 316, mientras que 2507 es aún más fuerte. Estos grados se especifican en ejes de bombas de procesos químicos, de desalinización y costa afuera que operan en entornos donde el 316 fallaría por corrosión bajo tensión o donde los diámetros de eje pequeños deben soportar pares de torsión elevados.
| Material | Aprox. Fuerza de producción | Resistencia a la corrosión | Mejor aplicación |
| Acero al carbono 1045 | ~530MPa | Bajo | Agua limpia, pozos protegidos |
| Inoxidable 304 | ~170 MPa (recocido) | Bueno (sin cloruros) | Servicio de agua suave y de calidad alimentaria |
| Inoxidable 316 | ~170 MPa (recocido) | Muy bueno (resistente al cloro) | Marina, tratamiento de aguas, industrial en general. |
| Acero inoxidable 416 (PSQ) | ~550 MPa (tratado térmicamente) | moderado | Riego, bombas agrícolas. |
| Acero inoxidable 17-4 PH | ~1.000MPa | Muy bueno | Proceso sanitario de alta velocidad y alta potencia |
| Duplex 2205 | ~450MPa | Excelente (resistente a SCC) | Offshore, desalinización, proceso químico |
La calidad del eje de la bomba (PSQ) es un estándar de procesamiento de materiales que especifica la precisión dimensional, la rectitud y los requisitos de acabado superficial para las barras destinadas a la fabricación del eje de la bomba. Una barra PSQ se ha girado al tamaño adecuado, luego se ha rectificado y pulido con precisión para lograr tolerancias de diámetro ajustadas (normalmente dentro de ±0,001 pulgadas o mejor), rectitud dentro de los límites especificados por pie de longitud y un acabado superficial adecuado para uso directo en áreas de funcionamiento de sellos e interfaces de rodamientos.
El paso de rectificado es lo que distingue al material PSQ de la barra torneada ordinaria. El rectificado elimina las irregularidades de la superficie que quedan al tornear, logrando tolerancias de redondez y cilindricidad que el torneado por sí solo no puede producir de manera confiable. También introduce tensiones residuales de compresión en la superficie, lo que mejora la resistencia a la fatiga, un beneficio importante dado que la fatiga por flexión giratoria es la causa más común de fractura del eje de la bomba en servicio. Un eje que no es recto provocará vibración, desgaste acelerado del rodamiento, carga desigual del sello y eventual falla por fatiga, todas consecuencias evitables del uso de material de barra que no sea PSQ para ahorrar en costos de material.
Los grados comunes de PSQ incluyen acero inoxidable 416 (el grado de mayor volumen), acero inoxidable 316, 17-4 PH y Nitronic 50 (XM-19), que es un grado austenítico reforzado con nitrógeno que ofrece alta resistencia y excelente resistencia a la corrosión en aplicaciones marinas y químicas exigentes.

El sello mecánico se encuentra en la unión entre el extremo húmedo (mojado por líquido) de la bomba y la carcasa del cojinete o el motor. Consiste en una cara de sello giratoria unida al eje y una cara de sello estacionaria montada en la carcasa de la bomba. Las dos caras entran en contacto bajo la presión del resorte, creando la barrera de sellado principal. La superficie del eje debajo del sello mecánico (el área de funcionamiento del sello) debe cumplir con requisitos de acabado superficial específicos, generalmente Ra de 0,4 a 0,8 micrones, y debe estar libre de picaduras de corrosión, rayas o condiciones deformadas. Las picaduras a mayor profundidad que el ancho de la cara del sello permiten que el fluido presurizado pase por alto el sello; La falta de redondez hace que el sello se levante periódicamente durante cada revolución, destruyendo la cara de sellado. El choque térmico, como agregar refrigerante frío a la bomba de un motor sobrecalentado, puede agrietar diametralmente la cara del sello, lo que requiere un reemplazo inmediato del mismo.
En diseños de bombas más antiguos y en muchas bombas industriales que manejan fluidos abrasivos, el empaquetadura reemplaza al sello mecánico. La empaquetadura consta de anillos de material de sellado trenzado o retorcido comprimidos alrededor del eje por un seguidor de prensaestopas. A diferencia de un sello mecánico, el empaque requiere una tasa de drenaje controlada (una cantidad pequeña y deliberada de fuga más allá del sello) para lubricar la interfaz del eje-empaque. Si la empaquetadura se aprieta demasiado para detener todas las fugas, la empaquetadura se seca sobre el eje, generando calor y erosionando rápidamente la superficie del eje. Los manguitos de eje (manguitos endurecidos reemplazables colocados sobre el eje en la zona de empaquetadura) se utilizan para proteger el eje principal del desgaste del empaque. Cuando la superficie del manguito se desgasta o se ranura, se reemplaza el manguito en lugar de todo el eje.
Los cojinetes sostienen el eje de la bomba radial y axialmente, manteniendo su alineación dentro de la carcasa en toda la gama de cargas hidráulicas y mecánicas. Los rodamientos de bolas manejan cargas radiales con baja fricción a altas velocidades y son estándar en la mayoría de las bombas centrífugas pequeñas y medianas. Los rodamientos de rodillos soportan cargas radiales más pesadas en grandes bombas industriales. Los cojinetes de empuje gestionan la carga axial que la presión hidráulica ejerce sobre el eje. La falla de los rodamientos en aplicaciones de bombas ocurre más comúnmente por lubricante contaminado o degradado, desalineación, desequilibrio del conjunto del impulsor o operación en la zona de recirculación lejos del punto de mejor eficiencia, lo que genera altas cargas hidráulicas radiales. Un rodamiento que falla produce una oscilación del eje, lo que a su vez destruye el sello mecánico y acelera aún más el daño del rodamiento en una rápida cascada.
Comprender cómo y por qué fallan los ejes de las bombas es el punto de partida para prevenir fallas y diagnosticar la causa raíz cuando ocurren. Simplemente reemplazar un eje defectuoso sin identificar y corregir la causa subyacente casi siempre resulta en que el eje de reemplazo falle de la misma manera, a menudo más rápido que el original.
Al especificar o seleccionar un eje de motor de bomba de repuesto, confirmar las especificaciones correctas antes de realizar el pedido evita errores costosos y garantiza que el reemplazo funcione tan bien o mejor que el original.
El diámetro del eje en cada característica (ajustes de rodamientos, área de funcionamiento del sello, extremo del acoplamiento, ajuste del impulsor) debe coincidir con la especificación original dentro de la clase de tolerancia requerida. Los ajustes del aro interior del rodamiento generalmente se rectifican a una clase de interferencia (k5 o m5 para aros interiores giratorios) para evitar el desgaste del eje bajo cargas cíclicas. El diámetro y el acabado del área de recorrido del sello deben coincidir con las especificaciones del fabricante del sello para el sello instalado. Las secciones del eje con un diámetro excesivo no aceptarán el rodamiento ni el sello; Las secciones de menor diámetro permitirán que el rodamiento gire sobre el eje (desgaste) y permitirán que el sello tenga fugas. Mida siempre los diámetros críticos en el eje defectuoso y verifíquelos con las especificaciones del OEM o con el plano del fabricante de la bomba.
Los ejes de repuesto deben obtenerse como barras PSQ (calidad del eje de la bomba) o como piezas terminadas mecanizadas con precisión. La rectitud del eje en toda su longitud no debe exceder las especificaciones del fabricante, generalmente de 0,001 a 0,002 pulgadas por pie de longitud del eje. El acabado de la superficie en el área de funcionamiento del sello debe ser Ra de 0,4 a 0,8 micrones (16 a 32 micropulgadas) o según lo especificado por el fabricante del sello. Los acabados más gruesos aceleran el desgaste de la cara del sello; Los acabados excesivamente finos pueden reducir la retención de la película lubricante en la interfaz del sello, dependiendo del diseño del sello. El acabado de la superficie en los asientos del aro interior del rodamiento también debe ser Ra de 0,4 a 0,8 micrones.
El eje de reemplazo debe utilizar el mismo grado de material que el original o una actualización compatible. Reducir la calidad del material (por ejemplo, reemplazar un eje 17-4 PH por un eje 316 para reducir costos) reduce la capacidad de transmisión de torque del eje y el límite de fatiga en ese diámetro, lo que potencialmente resulta en un eje que no puede cumplir con los requisitos operativos de la aplicación. Si el eje ha estado fallando repetidamente en el mismo lugar, actualizar a un grado de mayor resistencia (de 316 a 17-4 PH, o de 416 a dúplex 2205 en servicio corrosivo) es una respuesta de ingeniería legítima, siempre que los componentes del acoplamiento y del cojinete sean capaces de transmitir el par más alto que permite el eje más fuerte.
Las dimensiones del chavetero (ancho, profundidad y largo) deben coincidir exactamente con las especificaciones del impulsor y de la chaveta del acoplamiento. Un ajuste entre chavetero que es demasiado flojo permite cargas de fricción y impacto en las esquinas del chavetero, que ya son puntos de concentración de tensiones y sitios primarios para el inicio de grietas por fatiga. Los bordes del chavetero deben tener un radio pequeño en lugar de una esquina afilada; Las esquinas afiladas amplifican la concentración de tensiones y reducen significativamente la vida útil. El extremo del acoplamiento del eje también debe coincidir con el orificio del acoplamiento, la chaveta y el sistema de retención (tornillo de fijación, tuerca y arandela, o ajuste de interferencia) del diseño original.


Fenglan es Fabricante de piezas eléctricas de precisión en China, Fabricantes de piezas de precisión para la industria automotriz y Proveedores de piezas de precisión industrial. Su socio de confianza en la fabricación de piezas y componentes desde 2010.
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Dirección: Calle Zhuanghe Este, Nº 60, Pueblo Chunjiang, Aldea Wei, Distrito Xinbei, Ciudad de Changzhou, China
Dirección: Calle Zhuanghe Este, Nº 60, Pueblo Chunjiang, Aldea Wei, Distrito Xinbei, Ciudad de Changzhou, China 

 English
English 中文简体
中文简体 عربى
عربى Español
Español +86-13861233850
+86-13861233850