2026-05-28
2026-05-28 Contenido
Tolerancias medidas en milésimas de pulgada. Ese es el mundo de piezas que trabajan a máquina del CNC de la precisión — componentes producidos por máquinas herramienta controladas por computadora que eliminan material de una pieza de trabajo sólida para lograr dimensiones, acabados superficiales y características geométricas exactas. A diferencia de las piezas mecanizadas de uso general, los componentes CNC de precisión se mantienen con tolerancias estrictas, a menudo dentro de ±0,001 pulgadas (±0,025 mm) o más, según la aplicación.
El núcleo del proceso es la automatización. Un modelo CAD se traduce en instrucciones de código G que dirigen los movimientos de los ejes, las velocidades del husillo, los avances y la profundidad de corte sin espacio para la interpretación manual. Cada pasada de la herramienta de corte sigue un recorrido definido, por lo que dos piezas producidas con una semana de diferencia en la misma máquina resultan dimensionalmente idénticas. Esa repetibilidad es lo que hace que los componentes de precisión CNC sean indispensables en la fabricación aeroespacial, de dispositivos médicos, robótica, automotriz y electrónica.
Lo que separa una pieza de "precisión" de una pieza mecanizada estándar no son solo números más ajustados en un dibujo, sino todo el entorno de producción: salas de máquinas con temperatura controlada, herramientas rígidamente equilibradas, protocolos de inspección multipunto y certificaciones de materiales desde el material en bruto. Cuando una pieza desempeña un papel estructural o funcional en un conjunto más grande, el mecanizado CNC de precisión es casi siempre la opción correcta.
Diferentes operaciones de corte sirven para diferentes geometrías y las piezas de precisión más complejas requieren una combinación de procesos. Comprender qué operación produce qué característica ayuda a los ingenieros a escribir mejores dibujos y ayuda a los compradores a hacer preguntas más inteligentes al adquirir piezas.
El fresado utiliza herramientas de corte giratorias de múltiples puntos para eliminar material a través de superficies, ranuras, cavidades y agujeros planos o contorneados. El fresado de 3 ejes maneja la mayoría de piezas prismáticas, mientras que las fresadoras de 4 y 5 ejes pueden inclinar la pieza de trabajo o el husillo para alcanzar socavaduras y geometrías curvas complejas en una sola configuración, lo que reduce los errores de fijación que se acumulan cuando una pieza debe reposicionarse varias veces.
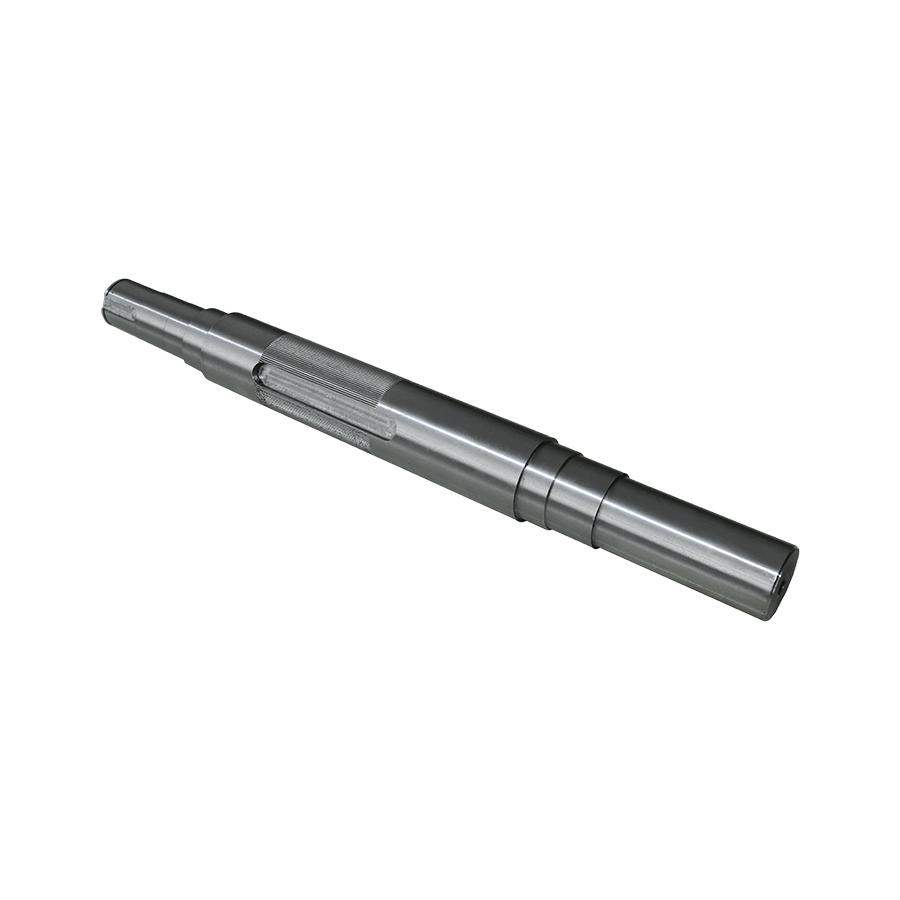
El torneado hace girar la pieza de trabajo contra una herramienta de corte estacionaria, lo que lo convierte en el proceso preferido para piezas cilíndricas: ejes, casquillos, sujetadores roscados, boquillas y accesorios. Los centros de torneado CNC modernos a menudo incluyen herramientas activas (accesorios de fresado y perforación), por lo que se pueden agregar orificios transversales, caras planas y chaveteros en la misma operación sin mover la pieza a una fresadora.
Los tornos de tipo suizo guían barras largas y delgadas a través de un casquillo guía ubicado muy cerca de la zona de corte. Debido a que el material se apoya justo en el corte, estas máquinas logran una redondez y un acabado superficial excepcionales en piezas de diámetro pequeño: piense en pines médicos, implantes dentales, componentes de relojes y vástagos de válvulas en miniatura. Los diámetros inferiores a 32 mm son el punto óptimo típico.
La electroerosión erosiona el material mediante chispas eléctricas controladas en lugar de corte mecánico. La electroerosión por hilo corta perfiles 2D complejos a través de acero endurecido prácticamente sin fuerzas de corte, lo que lo hace ideal para cavidades de moldes, juegos de punzones y matrices y características de turbinas aeroespaciales que se deformarían con herramientas convencionales. Es más lento que el fresado pero alcanza tolerancias de ±0,0001 pulgadas en materiales duros.
Cuando una pieza necesita una superficie plana con una rugosidad superficial Ra de un solo dígito o una precisión dimensional submicrónica, el rectificado de superficie reemplaza al fresado. Una muela abrasiva giratoria elimina microcantidades de material en pasadas medidas en milésimas de milímetro. Los componentes típicos son los componentes de acero endurecido para herramientas y los bloques patrón de precisión.
La selección de materiales afecta la maquinabilidad, la capacidad de tolerancia final, la calidad del acabado superficial y el rendimiento de la pieza. El material adecuado para un componente mecanizado con precisión depende de los requisitos mecánicos, el entorno operativo, los objetivos de peso y las necesidades de posprocesamiento.
| Material | Aplicaciones típicas | Fortalezas | Consideraciones |
|---|---|---|---|
| Aluminio 6061-T6 / 7075-T6 | Soportes, carcasas y soportes ópticos aeroespaciales | Excelente maquinabilidad, peso ligero, buena conductividad térmica. | Menor dureza que el acero; A menudo se requiere tratamiento de superficie. |
| Acero inoxidable 303 / 316 | Instrumentos médicos, piezas para procesamiento de alimentos, accesorios marinos. | Resistencia a la corrosión, biocompatibilidad. | Se endurece durante el corte; requiere herramientas más afiladas |
| Titanio Grado 5 (Ti-6Al-4V) | Sujetadores aeroespaciales, implantes ortopédicos. | Alta relación resistencia-peso, excelente biocompatibilidad | La mala conductividad térmica provoca el desgaste de las herramientas; Se necesitan velocidades de corte lentas. |
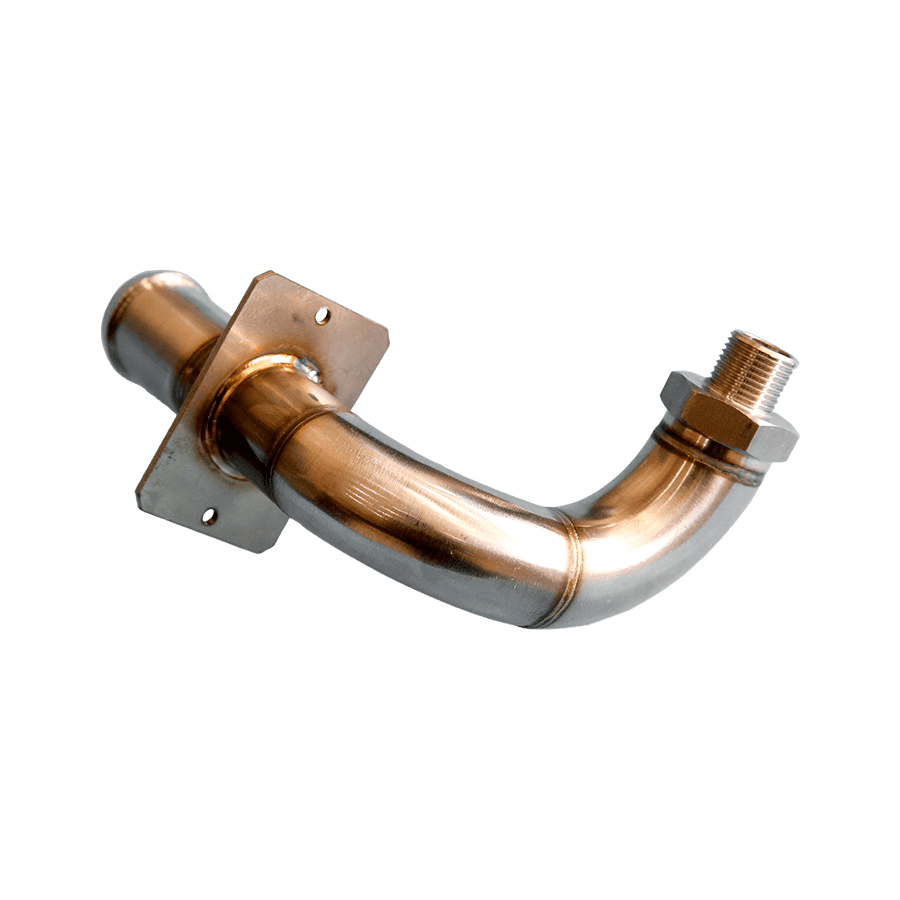
| Latón (C360) | Cuerpos de válvulas, accesorios, conectores eléctricos. | Excelente maquinabilidad, baja fricción, resistente a la corrosión | No apto para funciones estructurales de alta temperatura o alta resistencia. |
| Ojeada | Equipos de manipulación de semiconductores, dispositivos médicos. | Resistencia química, excelentes propiedades mecánicas a temperaturas elevadas. | Alto costo de material; requiere una cuidadosa evacuación de virutas |
| Acero al carbono 4140 | Ejes, engranajes, accesorios de herramientas. | Alta resistencia, buena maquinabilidad antes del endurecimiento. | Susceptible a la corrosión; a menudo requiere recubrimiento |
Consejo profesional al realizar el pedido: solicite siempre un certificado de material (también llamado certificado de fábrica o certificado de conformidad) con sus piezas. Este documento confirma que la materia prima cumple con la composición de aleación y las propiedades mecánicas especificadas, un requisito no negociable para las cadenas de suministro aeroespaciales, médicas y de defensa.
Las piezas mecanizadas con precisión aparecen allí donde el fallo no es una opción o donde los espacios libres de montaje se miden en micras. Las siguientes industrias representan los usuarios de mayor volumen y más exigentes de componentes de precisión CNC.
Las palas de las turbinas, los cuerpos de los actuadores, los componentes del tren de aterrizaje y los soportes estructurales requieren tolerancias geométricas estrictas y una trazabilidad total del material. Las piezas CNC aeroespaciales generalmente se mecanizan a partir de aleaciones de aluminio, titanio y aleaciones de níquel de alta temperatura de grado aeroespacial. La certificación de gestión de calidad AS9100 es el requisito básico para los proveedores de este sector.
Los instrumentos quirúrgicos, implantes ortopédicos y carcasas de equipos de diagnóstico deben cumplir con los estándares de calidad ISO 13485 y, para los dispositivos implantables, con todos los requisitos de biocompatibilidad. Las piezas médicas de precisión CNC suelen estar hechas de acero inoxidable 316L o titanio de grado 5 y requieren manipulación en sala limpia, bordes sin rebabas y trazabilidad hasta los índices de calor de la materia prima.
Los componentes del motor, las piezas de la transmisión, los eslabones de la suspensión y los componentes del sistema de frenos dependen del mecanizado CNC de precisión para lograr consistencia dimensional en grandes volúmenes de producción. En aplicaciones de deportes de motor, la reducción de peso empuja los materiales hacia el aluminio y el titanio, mientras que las tolerancias en los orificios de los rodamientos y los asientos de las válvulas se mantienen en ±0,005 mm o mejor.
Los robots de manipulación de obleas semiconductoras, los dispositivos de prueba de PCB y los conjuntos de disipadores de calor requieren componentes de precisión no magnéticos y dimensionalmente estables. Aquí se utilizan ampliamente el aluminio y el PEEK. Las tolerancias de planitud y paralelismo en las superficies de contacto a menudo se especifican en el rango de micras de un solo dígito para garantizar un contacto térmico o aislamiento eléctrico adecuado.
Las juntas robóticas, las carcasas de los servomotores, los carros de movimiento lineal y los componentes del efector final están mecanizados con precisión para mantener la precisión posicional durante millones de ciclos. Cualquier inclinación dimensional en una junta mecanizada se traduce directamente en un error de posición en la punta de la herramienta, razón por la cual los componentes CNC de precisión son fundamentales para el rendimiento de los robots industriales modernos.

Elegir un proveedor para piezas que trabajan a máquina del CNC de la precisión Es una decisión tanto de calidad como de precio. Una cotización baja de un taller que no cuenta con el equipo o los sistemas de calidad para mantener sus tolerancias costará más en piezas rechazadas, demoras y recursos que una cotización ligeramente más alta de un socio capaz. Esto es lo que debe mirar:
El factor más importante en el coste de las piezas mecanizadas por CNC de precisión es el dibujo en sí. Los ingenieros que comprenden las limitaciones del mecanizado pueden diseñar piezas que se produzcan más rápido, sean más fáciles de inspeccionar y tengan menos probabilidades de generar desechos, sin renunciar a ningún rendimiento funcional.
Uno de los factores de coste más comunes en las piezas de precisión es el exceso de tolerancias. Si una tolerancia de ±0,050 mm es funcionalmente suficiente, indicar ±0,005 mm duplica o triplica el tiempo de mecanizado y activa pasos de inspección adicionales. Reserve tolerancias estrictas para características que realmente se acoplan con otros componentes, soportan cargas o crean superficies de sellado. Todo lo demás debe tener la tolerancia más flexible que aún funcione.
Las cavidades profundas con radios de fondo pequeños requieren fresas de mango de diámetro pequeño, que son frágiles, lentas y costosas de utilizar. Mecanizar una cavidad de 50 mm de profundidad con un radio de esquina de 1 mm puede costar cinco veces más que la misma cavidad con un radio de esquina de 3 mm. Siempre que sea posible, diseñe radios internos para que coincidan con los diámetros de herramientas estándar y limite las relaciones de profundidad a ancho a no más de 4:1.
Cada vez que se suelta y reposiciona una pieza, existe el riesgo de que se acumule un error de posición. Si una pieza puede mecanizarse completamente en una o dos configuraciones en lugar de cuatro, será más precisa, más rápida de producir y menos costosa. Piense en cómo se fijará la pieza al diseñar funciones en varias caras.
Las formas de rosca no estándar y los diámetros de orificios impares requieren herramientas especiales que los maquinistas pueden no tener en stock. La estandarización a tamaños de rosca métricos o unificados comunes (M3, M4, M6 o #4-40, #6-32, 1/4-20) mantiene bajos los costos de herramientas y los tiempos de entrega cortos. La misma lógica se aplica a los agujeros escariados: especificar un diámetro de escariador estándar como 6H7 u 8H7 evita pedidos de herramientas personalizadas.
El aluminio mecanizado en bruto se oxida. El acero se oxida. Incluso el acero inoxidable puede corroerse en entornos agresivos. El posprocesamiento es donde una pieza en bruto mecanizada se convierte en una pieza lista para producción, agregando resistencia a la corrosión, resistencia al desgaste, dureza o acabado cosmético.
Una pieza mecanizada con precisión es tan buena como la medición que confirma que está dentro de la tolerancia. El control de calidad en un taller de precisión CNC serio no es una puerta final al final de la producción: está entretejido en cada paso.
Inspección en proceso utiliza sistemas de sondeo en la propia máquina herramienta para medir características críticas a mitad del ciclo y compensar automáticamente el desgaste de la herramienta. Esto detecta la deriva antes de producir un lote de piezas fuera de tolerancia. La inspección fuera de máquina utiliza CMM (máquinas de medición por coordenadas) para verificar la geometría 3D compleja con respecto al modelo CAD original, produciendo un informe de inspección formal con dimensiones reales versus nominales para cada característica crítica.
Para las cadenas de suministro reguladas, un paquete de calidad completo generalmente incluye: informes de inspección dimensional, certificados de materiales, inspección de acabado (mediciones de rugosidad de la superficie, inspección visual de rebabas) y un certificado de conformidad firmado por un ingeniero de calidad. Algunos contratos también requieren datos de control estadístico de procesos (SPC) que demuestren que el proceso de producción es estable durante toda la ejecución, no solo que un puñado de piezas de muestra estaban dentro de la tolerancia.


Fenglan es Fabricante de piezas eléctricas de precisión en China, Fabricantes de piezas de precisión para la industria automotriz y Proveedores de piezas de precisión industrial. Su socio de confianza en la fabricación de piezas y componentes desde 2010.
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Dirección: Calle Zhuanghe Este, Nº 60, Pueblo Chunjiang, Aldea Wei, Distrito Xinbei, Ciudad de Changzhou, China
Dirección: Calle Zhuanghe Este, Nº 60, Pueblo Chunjiang, Aldea Wei, Distrito Xinbei, Ciudad de Changzhou, China 

 English
English 中文简体
中文简体 عربى
عربى Español
Español +86-13861233850
+86-13861233850